|
Печатные секции в флексографской машине Атлас Флекс
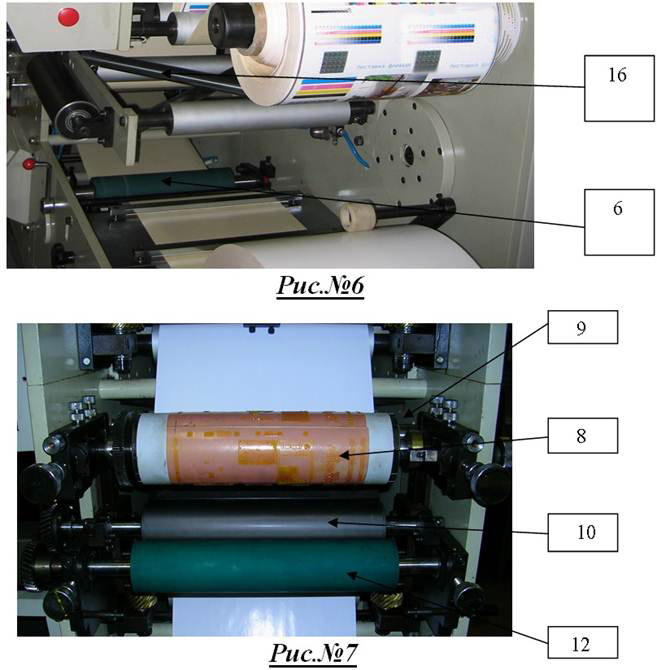
Конструкция печатной секции: Перед первой печатной секцией установлен пневматический прижимной вал (поз.№6). Установлен контроллер натяжения LE - 40MTA-E или Mitsubishi, который регулирует натяжение материала перед красочной секцией (через элекромагнитную порошковую муфту).
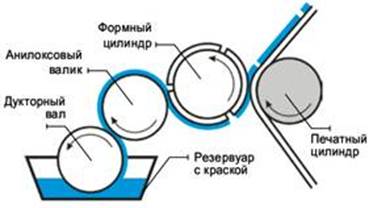
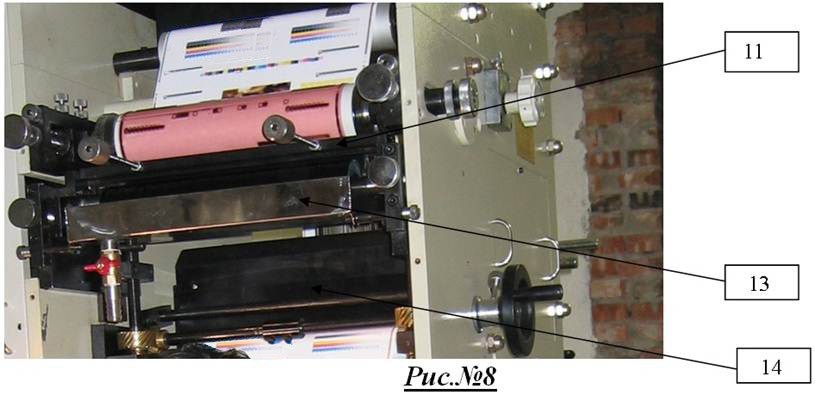
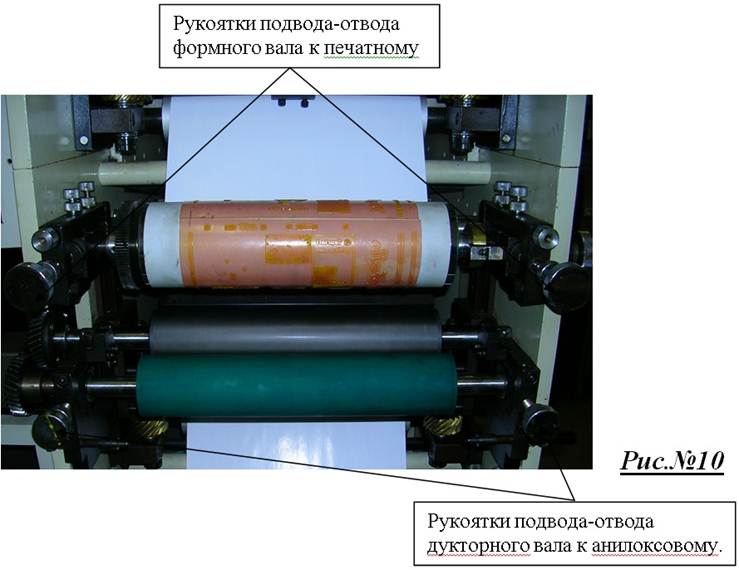
Секция печати состоит из печатного вала (поз.№9), формного вала(поз.№8), анилоксового вала(поз.№10), ракельной системы(поз.№11), дукторного вала(поз.№12) и металлической ванны для краски – красочной ванны(поз.№13). Печать осуществляется следующим образом.
Наиболее подробно по видам печатных секций флексографских машин читайте здесь...
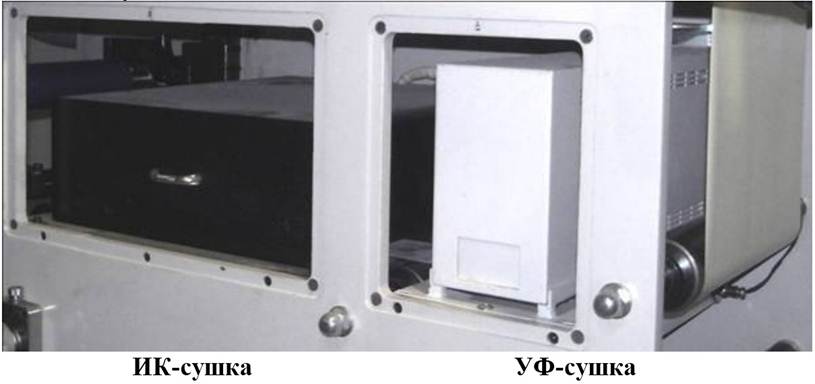
Установлена инфракрасная сушка на каждой секции(поз.№14), на пятую печатную секцию можно установить УФ сушку. Для печати УФ-красками на каждую секцию машины ставят комбинированную УФ-ИК-сушку(рис.9).
Приводка печати продольная 360 градусов и поперечная(поз.№16).
Рис.№9
Подробные характеристики анилоксов для AtlasFlex здесь ...
Подробные правила работы с анилоксами читайте здесь ...
Основные части красочной секции машин флексографской печати серий Atlas и Flex:
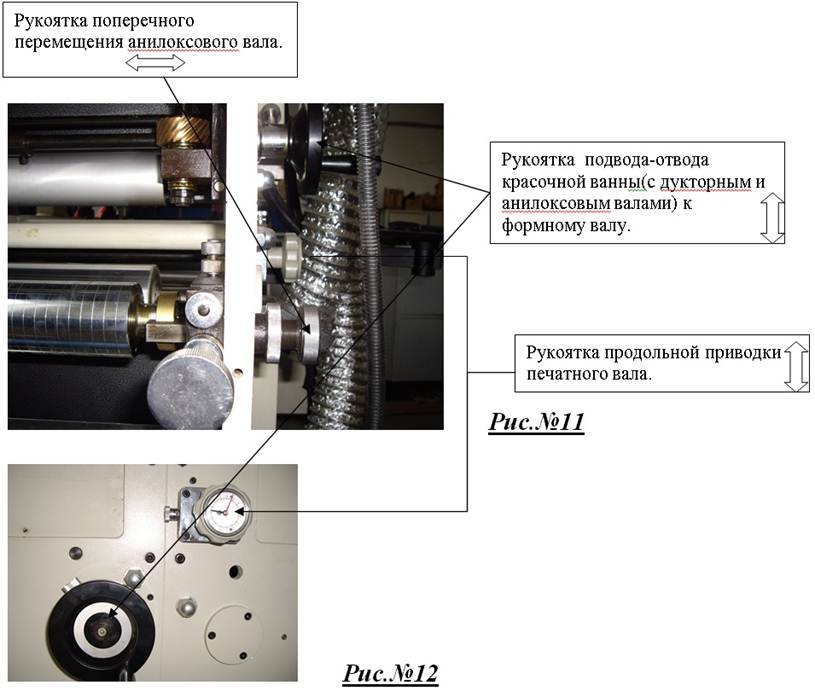
Приводка печатных форм (рис.№12-14)
Окружная и осевая приводка печатных форм при печатании (см. рис.ниже) многокрасочной продукции производится во время работы машины. В результате выполнения данной операции красочные оттиски, отпечатанные в различных печатных секциях различными красками, должны совпасть. Качество печатания должно соответствовать требованиям, предъявляемым к ней.
Регулировка печатного аппарата
Для регулирования прижима дукторного, а затем и растрированного цилиндра с ракелем по отношению к формному цилиндру и для регулирования формного цилиндра по отношению к печатному цилиндру используются различные системы. Различия заключаются главным образом в точности регулировки и в необходимом времени при перерегулировке машины.
Можно различить четыре исполнения регулировки: 1. Простая регулировка шпинделя, причем каждый печатный аппарат имеет четыре винтовых шпинделя, которые могут регулироваться вручную. Но эта система сейчас применяется только в отдельных случаях и главным образом на печатных машинах малого формата. 2. Так называемая «скоростная регулировка», при которой четыре регулировочных шпинделя объединены двумя передаточными механизмами и соединены валом. На этом валу регулировка может производиться как вручную, так и при помощи двигателя. Дополнительно для точной регулировки имеются четыре маховичка. 3. При моторизованной регулировке рукоятка вращения или простой двигатель заменяется электродвигателем. Кроме того, на счетчике с предварительным набором можно отрегулировать необходимый формат, т. е. длину оттиска, чтобы нажатием кнопки формный цилиндр и валик с растрированной ной приводки в комбинации с моторизованной или бесконтактной регулировкой печатных аппаратов. Они сокращают время простоя машины при смене заказа и снижают выпуск бракованной продукции. При этом для получения качественного тиражного оттиска требуется незначительное время.
К сожалению, ни одна из фирм не приводит данных, на сколько затраты на изготовление и эксплуатацию «электрических валоприводов» выше затрат на зубчатые колеса. — Прим. ред. Моторизованная скоростная регулировка поверхностью были приведены в положение для печатания. Точная корректировка натиска производится вручную.
4. Печатные аппараты с бесконтактной регулировкой, которые пользуются все большим успехом, вместо винтовых шпинделей оснащаются шаровым вращающимся шпинделем, к которому подключены четыре двигателя. При помощи данных заказа — длины оттиска, толщины клише и т. д. — печатные аппараты с точностью до 0,001 мм приводятся в положение для печатания. Необходимая точная корректировка может быть проведена при помощи пульта ручного управления. Посредством этих устройств достигается сокращение времени наладки, по сравнению с регулировкой вручную, почти на 50%. Обслуживание такой машины в значительной мере упрощено и облегчено.
|
|||||||||||||||||||||||||||||||||||||||||||||||||
.jpg)
.jpg)


 Высечное
Высечное

