|
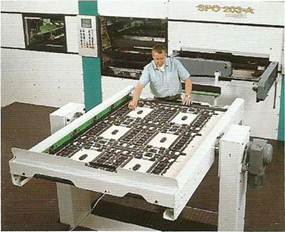
Производство гофроящика: высечка - Длинный путь, который проходит ящик ... Box-making processes Высечка Выбор используемой технологии высечки на заводе обусловлен вариативностью и объемом заказов. Для высечки гофроящика используют как ротационную, так и плоскую высечку. Каждая имеет свои преимущества для определенного типа работ. Ротационную лучше использовать для высечки больших заготовок (таких как картонные ящики оберточного типа и большие лотки ) и для объемных работ, а плоскую высечку лучше использовать для сложных работ с большим количеством просечек и для небольших по объему работ. Используя плоскую высечку, можно выпускать заказы такого же дизайна, как и на ротационной высечке, и даже более сложные, однако здесь есть ограничения по скорости и размеру по сравнению с ротационной высечкой. Преимущества плоской высечки в том, что она более точная, нужно меньше времени на настройку повторного заказа, оснастка дешевле и срок ее службы больше. Споры о ротационной и плоской высечках продолжаются и сегодня. Стоит обратить внимание, что на американском рынке предпочтение отдают ротационной высечке, в то время как на европейском превалируют плоские высечки, и каждый объясняет свой выбор количеством разных заказов, точностью, скоростью. размером заготовок и тиражестойкостью. При использовании современных систем настройки нет большой разницы во времени, расходуемом на смену оснастки на ротационной и плоской высечке. Однако при выпуске больших тиражей большое значение имеет рабочая скорость, а не время, затраченное на смену оснастки. На таком рынке предпочитают использовать ротационную высечку Оснастка для плоской высечки, по правде говоря, более доступна, чем для ротационной, и в целом она дешевле. Это, очевидно, имеет значение для экономической жизнеспособности отдельных тиражей, в частности там, где не будет повторных работ и не будет возможности повторно использовать оснастку для ротационной резки. Ротационные высекальные прессы (РВП) - традиционно это машины с длиной окружности 66" (2,6 м) (возможны и другие длины окружности, например, 50" и 88") со встроенными печатными секциями и часто с узлом продольной резки. По ширине РВП бывают от 2,0 м до 3,6 м (80-142"). Плоские высечки имеют ширину в пределах от менее 1 м (40") до 2 м (80"). Наиболее часто используемые
▲ Штамп, изготовленный на лазерном лобзике, с установленными ножами и резиновыми прокладками
габариты в промышленности достигают 1,6 м (63") по ширине; машина может перерабатывать листы до 1,1 м (48") в машинном направлении.
Оснастка Еще раз хотелось бы подчеркнуть, что экономия на оснастке для вырубных штампов всегда была ложной экономией. Плохо спроектированная или неверно изготовленная оснастка может нанести серьезный урон автоматической высечке, работающей на высоких скоростях. Жизненно важно, чтобы производитель гофротары согласовывал свои действия с производителем штампов и производителем оборудования, чтобы создать спецификацию, в которой будут учтены характеристики выпускаемых заказов и оборудования. На высокопроизводительных автоматических машинах с плоской высечкой оснастку нужно устанавливать быстро и аккуратно и по много раз за период срока службы оснастки. В процессе работы, возможно, нужно будет два-три раза менять ножи на вырубном штампе за период срока службы штампа. Сегодня штампы высекают миллионные тиражи перед тем как отправиться на ремонт или больше, если используют 1мм вырубной штамп. Штампы для удаления отходов служат дольше, чем вырубные. При изготовлении оснастки нужно обращать внимание на качество и точность. Машины с ручным управлением, на которых выпускают несложные конструкции, не нуждаются в оснастке с высокими техническими характеристиками. Существует несколько типов производственных методов, используемых при изготовлении оснастки для высечки. Выбор метода зависит от следующих факторов: • используемый тип высечки; объем выпускаемых ящиков; • количество отходов и способ их удаления; количество заготовок на листе; • допуски при изготовлении заготовки ящика. Вырезанные вручную штампы для удаления отходов и высекальные штампы изготавливают, используя лобзик специального типа. Это относительно дешевый способ изготовления благодаря небольшим капиталовложениям. Но стоит заметить, что эти штампы изготовлены не так точно, как штампы, сделанные другим способом, так как в процессе производства есть человеческий фактор. Такие штампы подходят для простых работ, но они не предназначены для заготовок, которые будут использовать для переработки на сборочных машинах. Штампы, которые изготовили на автоматизированных лобзиках, тоже относительно дешевые, причем они более точно выполнены, если их сравнивать со штампами, изготовленными вручную. Сверхточные штампы, которые соответствуют высоким стандартам, делают на лазерном лобзике. Эти штампы идеально подходят для высокоскоростных, многофункциональных сборочных машин, а также для обычных современных автоматических высекальных прессов. В последнее время на рынке появился новый метод изготовления плоских штампов с системой управления ЧПУ (числовое программное управление). Это дает возможность изготовить высококачественные вырубные штампы и автоматизировать процесс изготовления штампов для удаления отходов. При конструировании нужно учесть много факторов, а именно: • тип машины; • ее производитель; • качество используемого материала; • направление гофры; • печать на заготовке для высечки нанесена сверху или снизу; нужно ли удалять отходы или определять рилевки; количество заготовок в смену; тираж. Некоторые производители автоматических плоских высечек предлагают специальные накладные элементы оснастки. Элементы позволяют быстро и точно установить оснасткуна машине и корректно позиционировать ее относительно других секций и центральной оси машины. При проектировании и компоновке оснастки нужно учитывать накладные элементы.
Вспомогательное оборудование К вспомогательному оборудованию относят: • полностью автоматизированный узел подачи: • автоматический разделитель пачек заготовок при формировании пачки (разламыватель): автоматическое устройство выклада готовой продукции и укладка на поддоны; полностью автоматизированную систем)" настройки всех элементов по размеру листа и хранение настроек в памяти компьютерной системы.
Ротационные высечки Ротационный высекальный пресс часто используют вместе со встроенными в линию самонакладом, печатными секциями флексо и участком транспортировки. Многие характеристики очень похожи на характеристики флексо-фальцевалыю-склеивающей машины. Детальная информация об этих функциях, включая автоматическую систему и систему управления приладкой, представлена в этой главе в разделе о ФФС. -
▲ Ротационная высечка с пятью печатными секциями, встроенными в линию
Узел ротационной высечки состоит из цилиндра для установки оснастки и нижнего цилиндра, покрытого полиуретановым слоем. Ножи на оснастке режут гофрированный лист и входят в полиуретановый слой, обеспечивая качественный срез. Биговальные ножи на оснастке бигуют картон относительно полиуретанового слоя. Многие гофрированные ящики имеют стандартные детали, к которым относят прорези для рук, фигурные вырезки и круглые перфорированные отверстия. Профиль и размер прорезей обычно одинаковый, но они могут быть расположены в разных местах в зависимости от размера и дизайна ящика. Многие пользователи имеют стандартную оснастку, которую используют по необходимости. Чтобы выполнить качественный рез, используя ротационную высечку, нужно подобрать оснастку хорошего качества и полиуретановый слой, который обеспечит соответствующую окружную скорость. Биговальпая линейка на оснастке действует как натяжной диск, и ее высота определяет окружную скорость, при которой лист перемещается, поэтому не следует убирать рекомендуемую производителем спецификацию оснастки. «Сердце машины» - это сам узел резки. Узел состоит из вала для оснастки и вала, покрытого полиуретановым слоем, его еще называют контрвал. На современных машинах встроены разнообразные упорные устройства для обрезки кромки и компенсаторы скорости полиуретанового контрвала. Это необходимо, так как состояние контрвала определяют в сочетании с правильно изготовленной оснасткой и точностью размеров готового продукта. Чтобы обеспечить правильную транспортировку листа, в секции устанавливают либо пару валов с тянущими опорными кольцами, либо вакуумную систем}' транспортировки. Многие ротационные высечки дополнены устройством для удаления отходов (которое на ФФС ставят между узлом ротационной высечки и узлом фальцесклейки). На устройстве для удаления отходов выметают, выбивают, выталкивают или выдувают любые перемещаемые по воздуху отходы.
Плоская высечка На плоских высечках выгодно выпускать ящики необычной формы из гофрированного картона. В технологическом процессе используют плоскую высечку, которая при прессовании листа картона вырубает заданный профиль ящика и бигует места сгиба панелей. Существует три разновидности плоских высечек. На некоторых системах используют перекидной контрнож из дуговой стали, который находится над поверхностью вырубного штампа и работает по принцип)" ножниц. Что касается штамповки (пуансон и матрица), то при использовании этой системы получают хорошие характеристики сгиба, в соответствии с требованиями автоматических упаковочных машин. Вторая разновидность - это плоская высечка, над которой проходит вал, изготовленный из стали или полиуретана. В системе, где используют стальной вал. получают чистый срез, здесь также можно использовать штамповку. Однако при движении вала возможны погрешности реза листа. При использовании полиуретанового вала (известного также под названием «мягкий контрвал») можно получить неаккуратный срез, причем здесь нельзя использовать штамповку.
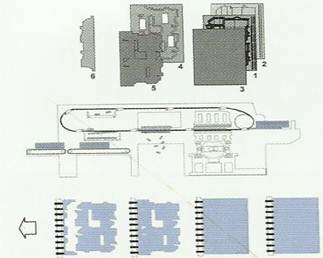
* ▲ Принцип работы плоской высечки
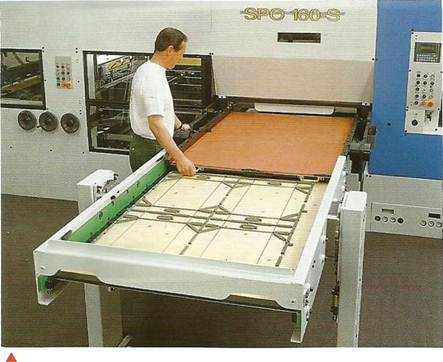
Наиболее точный метод плоской высечки предполагает использование плоской пластины для резки или контрпластины, которую устанавливают параллельно поверхности плоской высечки. При этом получают чистый срез, точный размер заготовок, и здесь можно применять штамповку. Данную технологию используют в ручном, автоматическом и полуавтоматическом режимах - выбор режима зависит от объема производства, тиража и бюджета. Плоская высечка с ручным режимом управления - это простая машина, где используют только высечку без устройства для удаления отходов. На полуавтоматах есть узел подачи на плоскую высечку и базовое устройство для удаления отходов. На автоматах установлена автоматическая подача листа па высечку, автоматическая система удаления отходов и система формования пачки.
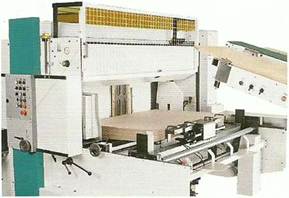
▲ Плоская высечка со штампом, готовым к загрузке
Автомат и полуавтомат Большинство производителей плоских высечек для заготовок из гофрированного картона используют автоматическую или полуавтоматическую систем)'. Обычно она состоит из секции подачи, секции высечки, системы удаления отходов и системы транспортировки.
Самонаклад Это секция, на которой листы гофрированного картона загружают на приемный стол перед подачей в машину. Обычно при загрузке листов из стопы снизу используют вакуумную подачу, где установлены планки или тянущие валики. После того как лист вошел в машину, транспортная система пропускает его через разные операционные зоны. Это может быть штанга с захватами или планки, которые выбрасывают лист и протягивают его по машине. На другой системе используют планки, которые проталкивают лист в машину, или вакуумные ремни.
Секция высечки Это часть машины, где установлена плоская высечка и расположена биговальная оснастка. На большинстве машин вырубной штамп ставят на верхней раме машины, а контр пластину (или высекальную пластин)') - снизу вырубного штампа. Однако есть системы, где они установлены в обратном порядке или где штамп пересекает высекальный вал. Вырубной штамп устанавливают на" раму, которую вынимают из машины перед настройкой. Некоторые пользователи предпочитают использовать отдельные рамки, чтобы можно было приладить вырубной штамп для следующей работы и таким образом сократить время наладки. На некоторых высокопроизводительных машинах ставят устройства для загрузки рамок, которые позволяют легко менять вырубные штампы и готовить новую работу на столе, который находится непосредственно возле машины, что позволяет сократить время наладки и уменьшить количество ручных операций. Высекальные пластины тоже нужно вынимать, чтобы установить оснастку для штамповки. На некоторых системах специальные «тонкие» высекальные пластины хранят с оснасткой для штамповки, и они готовы для быстрого монтажа иа машину при повторе работы. Чтобы компенсировать небольшие расхождения на вырубной поверхности, приладочный лист располагают за штампом (или на некоторых системах за вырубной обложкой). На этом листе представлена форма высечки, и оператор, используя приладочный лист, может быстро устранить недостатки в зонах, где срез или биговка плохо выделены. Лист подают на место высечки, используя систему транспортировки, и технологический процесс высечки при давлении в несколько тонн начинается, как описано выше.
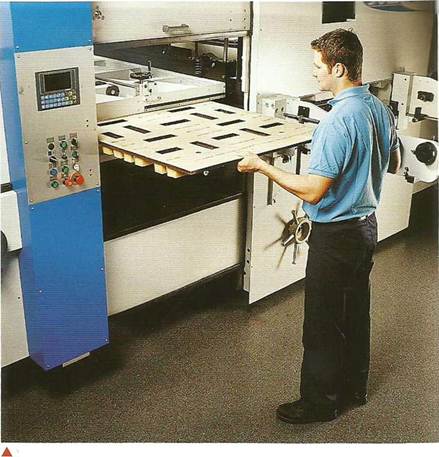
Система удаления отходов После высечки лист направляют на устройство для удаления отходов, где используют разные методы удаления облоя с листа.
▲ Самонаклад на плоской высечке Самый известный способ, используемый на транспортировочной системе, - на деревянном штампе типа «матрица» размещают высеченный лист той же формы, что и высеченная заготовка или заготовки.
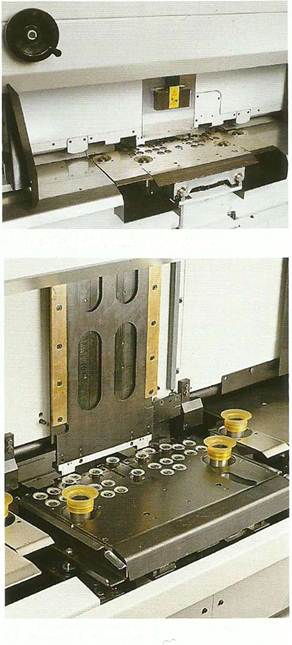
Верхний рисунок: Крупный план стола самонаклада Нижний рисунок: Присоски самонаклада
Пуансон (или верхний штамп) продавливает облой через отверстия на матрице, и они падают в приемный лоток, откуда их удаляют, используя ленточный транспорте или вакуумную систему.
Загрузка плоского штампа
Некоторые машины оснащены дополнительными нижними штампами для удаления отходов, которые ставят под матрицей. Пуансон опускается, чтобы протолкнуть облой, а нижний штамп поднимается, чтобы встретиться с ним. Эти захватывающие действия способствуют хорошему удалению отходов, гарантируют, что облой попадет в зон)' выброса. Пуансон, матрицу и нижнее устройство для удаления отходов вставляют в машину со стороны оператора. На некоторых машинах есть приспособления для предварительной настройки этих трех устройств. На других системах удаления отходов используют ленточные транспортеры с выбивалками, которые вытряхивают облой из высеченных заготовок. Третий способ обычно используют на высечке с валом: высекальные линейки поддерживают заготовки, пока облой не вылетит (резина, установленная на высеченном штампе, помогает вытолкнуть отходы). Затем вырубной штамп перемещают под вращающийся высекальный вал и иод входную часть вакуумной системы удаления отходов, где удаляют облой.
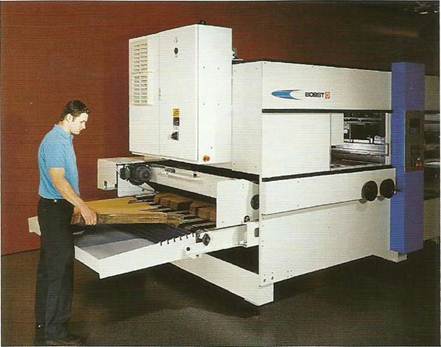
Секция выклада После того как заготовки прошли через секцию высечки и удаления отходов, их транспортируют на секцию выклада, где заготовки формуют в пачки и готовят для укладки в стоп). Существует два способа выклада заготовок. На машинах, где на транспортной системе продукцию перемещают при помощи планок, с заготовок удаляют в отходы направляющую кромку, используя профильный деревянный штамп, который также проталкивает заготовки на приемный участок для формования пачки. Отходы направляющей кромки, которые захватывают штангой на выходе, падают в зону выброса.
Секция удаления отходов с плоским штампом
После того как набрано определенное количество заготовок в пачке, пачку отправляют на участок съема на машине. В зависимости от уровня оборудования и типа машины оснастку, которую используют для отделения заготовок от обрезной кромки, можно предварительно отладить на планках и вмонтировать через окно на секции выклада. Либо оператор должен получить доступ внутрь машины и настроить отдельные элементы изнутри. На машинах, где используют ротационные высекальные валы, заготовки выводят из-под вырубного штампа, используя систем)" поддува снизу, которая установлена внлтри вырубного штампа и под высеченной заготовкой. Затем заготовки перемещают на зон)" формования пачки, используя вакуумные ремни или присоски. На некоторых машинах есть зона выкладки сформованной пачки, на других пачку подают прямо на поддон. Когда набрано необходимое количество, пачку или поддон убирают с машины. На машинах с зоной выкладки сформированной пачки заготовки удаляют с транспортной системы при помощи толкателей и перемещают в зону вывода на ленточный транспортер. Если заготовки отправляют прямо на поддон, то отдельные присоски устанавливают в корректное для удаления заготовок положение.
Высечки, работающие в ручном режиме Существует два известных типа плоских высечек, работающих в ручном режиме, «раскладушка» и «роликовый пресс». Раскладушка состоит из плоскости для монтажа вырубного штампа и нижней контрплиты на шарнирах, установленных снизу. А Секция выклада после плоской высечки
Гофрированный
лист кладут на контрплиту, раскладушка закрывается, и лист контактирует со Роликовый пресс состоит из стола с приводным ленточным транспортером; над столом по центру установлен регулируемый по высоте мягкий контрвал. Плоский вырубной штамп помещают на ленточный транспортер, а гофрированный лист кладут сверху. Вырубной штамп и лист затем проходят под валом, после чего высеченный лист удаляют, и технологический процесс повторяют снова. Вырубной штамп на машине устанавливают под небольшим наклоном, чтобы получить более чистый срез кромки. На обеих системах с ручным управлением нет зон удаления отходов, отходы удаляют вручную, они предназначены для небольших заказов, выставочных работ или работ, где не важно совмещение печати и реза.
Специальные клеи и клеящие вещества Функция фальцесклеивающей машины понятна - это переработка высеченной заготовки в сложенный и склеенный ящик, готовый к использованию. Процесс обычно предполагает использование клеильной системы, изготовленной третьей стороной, как, например, экструзия ПВА или применение термоклея. Размер и конфигурация фальцесклеивающей машины и оборудования или специальных устройств, которые можно дополнительно установить на машину, определяют размер и тип ящика, который можно переработать на этой машине. Хотя большинство ящиков молено переработать на одной из этих конфигураций, точный размер и компоновку заготовки можно определить во время переработки на определенной машине. Основной по значимости размер - это ширина развернутой заготовки. Этот размер не должен превышать указанную ширину машины; на машине также задан минимальный размер заготовки, ниже которого машина не сможет ее переработать. Длину ящика в направлении движения машины определяют исходя из того, можно ли ее вообще переработать, при этом определяют максимальную рабочую скорость переработки ящика в час. На рабочую скорость влияют также другие факторы - это скорость ленточного транспортера на машине, направление гофры, качество поставляемых заготовок, поступающих с предыдущих секций (т. е. качество печати, ламинация, биговка и т. п.), а также другие ограничения, существующие на участке загрузки и выгрузки на линии или на упаковочной системе. Оборудование для фальцовки, как, например, рейки, мечеобразные рычаги и крюки, которые установлены на машине в разном количестве и на разных местах, обеспечивают правильную переработку ящика. Большинство производителей предоставляют инструкцию с указаниями, где для пользователя расписаны типы и размеры ящиков, которые молено перерабатывать на машине данной конфигурации, и какое дополнительное оборудование для этого нужно использовать. Нужно учесть, будут ли готовый ящик использовать на автоматической упаковочной линии или паковать в ящики, и определить, нужно ли использовать дополнительное оборудование.
Фальцевально-склеивающая машина с конфигурацией «сплошная линия»
▲ Многофункциональная фальцевально-склеивающая машина
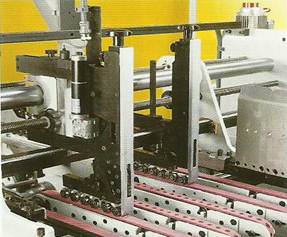
Секция подачи состоит из двух или более металлических планок, которые называют упорами (иногда ножами или ограничителями);
А Секция подачи на фальцевально-склеивающей машине
они поддерживают заднюю часть заготовки вдоль задних опор, которые поднимают заднюю часть стопы, и ленточный транспортер, подающий заготовки в машин).
Зона наклада - комплект оеспрерывную подачу для асимметричных заготовок
Упоры настраивают вертикально таким образом, чтобы только одна заготовка могла легко зайти в машину. Нижнюю часть одного из упоров (обычно его называют главным) размещают так, чтобы она была установлена над подающим ленточным транспортером, причем толщина зазора должна быть равна толщине заготовки. Другие упоры ставят по необходимости, чтобы помочь добиться поступлениязаготовки под прямым угломв машину. Задние опоры регулируют таким образом, чтобы задняячасть стопы заготовок была приподнята; такое позиционирование помогает снизить давление, а следовательно, трение, и, таким образом,можно обеспечить беспрерывную подачу заготовок без повреждений при входе в машину. Разное дополнительное оборудование используют на секции подачи для правильной загрузки заготовок в машину. Это и подающий ленточный транспортер с нагнетательным вентилятором и вакуумными устройствами, и вибрационные устройства для задних опор, и выравнивающие модули, обеспечивающие подачу заготовки под прямым углом в машину. ■
Полную версию статьи читайте в книге «Гофроэнциклопедия. В поисках совершенства».
|





 Высечное
Высечное

